
康達科技集團(Qanta Group), 是全球領先的有機矽解決方案供應商之一,致力於提供個性化的有機矽解決方案。其擁有從金屬矽到特種有機矽材料的全方位產品供應鏈。主要業務為特用化學品技術及特殊SILICONE與複合材料相關應用制程技術材料開發、設計、銷售。目前已有18年以上歷史,與全球500強企業有合作銷售經驗,是一家集科研,開發,生產及銷售為一體的國家級高新技術企業,擁有國際化品質,技術和管理及提供一條龍Silicone 材料應用整合。公司擁有廣泛的銷售和研發網路,可提供有利於未來可持續發展的創新技術和基於市場需求的解決方案。
康達科技集團有機矽事業部三部專業服務特殊塗布、延壓、㨈出、射出、模壓等矽膠製品行業。主要經營產品沉澱膠、氣相膠、導電膠、阻燃膠、耐高溫膠、絕緣子膠、出油膠、LSR液態射出型矽橡膠、自粘選擇性接著液態射出膠、有機矽改質劑、硫化劑、脫模劑、發泡劑等。
產品廣泛應用在在按鍵、密封圈、擠出管、膠輥、墊片、導電黑粒、陽極帽、電線電、絕緣子、自潤滑油封、耐熱、防火、運動器材和醫療保健等矽膠產品,為多數國際知名企業採用。
LSR | 液態矽膠注射成型工藝介紹
液態矽膠英文簡稱LSR,是一種可以備受消費者和廠家青睞的產品,液態矽膠是由矽膠製品製作而成,有良好的彈性和防水防潮性,耐酸、堿等多種化學物質的侵蝕,所以一般用於替代生活塑膠用品。
液態矽膠(Liquid Silicone Rubber),分為 A 膠與 B 膠,利用定量裝置控制兩者為1:1 之比例,再透過靜態混合器(Static Mixer)予以充份混合,注入射出料管後再進行射出成型生產。將液態矽膠射入熱澆道模具,製作矽膠製品,可達到一次成型﹑無廢料及可自動化等優點。

【一】.液態矽膠的特性
液態矽膠(Liquid Silicone Rubber)是一種無毒、耐熱、高復原性的柔性熱固性材料,其流變行為主要表現為低黏度、快速固化、剪切變稀以及較高的熱膨脹係數。
LSR 是以鉑金作為催化劑的雙液態快速硫化材料,可以採用注塑的方式、大量、快速硫化、重複性機械生產。其產品表現為較好的熱穩定性、抗寒性,優良的電絕緣性能,燃燒時不會產生有毒的物質等。因此在健康用品、汽車、嬰兒用品、醫療用品、潛水用品、廚房用具以及密封件等的生產設計中成為不可替代的材料。
【二】.成型過程
LSR為雙組分的液態材料,分為 A 組分和 B 組分,混合機的工作將A 組分和 B 組分以精確的 1:1 比例充分混合。又因部分製品為有色設計,所以配有顏色泵組及顏色計量部分。A+B 組分、添加劑、顏色等充分混合後進入塑化系統。

這種塑化螺杆同時具有均化、混合的功能,通過螺杆將混合料注射到熱模具中,在模溫 170~200℃下,矽膠發生固化反應。當使用冷流道系統時,值得注意的是流道要足夠冷。為了避免漏膠,針閥安裝在模具部件的表面,射膠完畢時,針閥立即封閉射嘴。
A.餵料系統
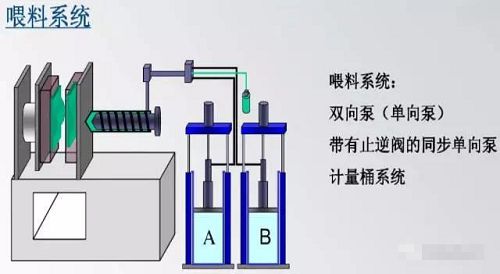
可選擇以下幾種形式:
1.雙向泵
可上下移動送料,能夠很好的保持壓力,由於 A、B 泵之間相連,並同步由
液壓氣動控制,因此這種形式的餵料系統比較可靠、精確。
2.單向泵
是一種通用型,只能單項送料。
3.帶有止逆閥的同步單項泵
4.計量筒系統
主要與單項泵相配合使用。

B.液態矽橡膠注射成型機的關鍵部件

1.
2.為了防止 LSR 固化,要採用針閥射嘴。
3.A、B 兩組分的混合、計量部件。
C.模具的設計
在模具設計中,一般有以下幾種形式:
1.熱流道
比較浪費物料,設計簡單,成本低,多用於大製品。
2.有針閥的冷流道
可實現自動化,週期短。
3.無針閥的冷流道

由於 LSR 膨脹係數較高,加熱時會發生膨脹,冷卻時卻有微小的收縮,因此部件不能在模具中保持精確的側邊距。所以可以採用冷流道加工,LSR 應保持較低溫度和流動性,冷流道採用閉合式系統,在注射迴圈中,閉合系統在每一個流道中都採用“封膠針”或“針形閥”來控制 LSR 材料的準確計量。由於矽橡膠具有顯著的受熱膨脹特性,收縮率為 2%~4%(硫化溫度為150℃),同時矽橡膠具有受壓變形的特點。
【三】LSR 流動/硫化的分析

1.液體矽橡膠的硫化化學反應,需要一定的反應時間。
2.理想流動,在直徑 2mm,170cm,流動距離超過 100cm。
3.最小厚度 1/1000mm
4.模溫過高會導致硫化,從而引起流動受阻。
5.層流可避免氣泡
6.高速注射會導致湍流
7.物料的黏度會改變流動的模式
8.湍流導致白點。
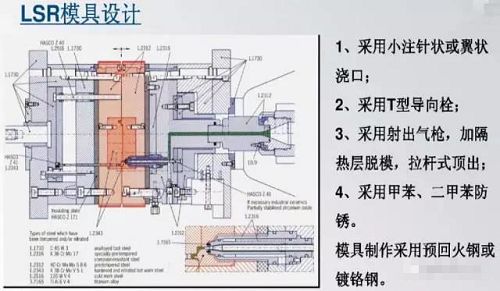
因此模具的設計要注意以下幾個方面:
1.為了避免湍流和噴射,使用小注膠口。
2.使用針狀或翼狀注膠口。
3.用 T 型導向栓代替柱形導向栓,脫模時採用射出氣槍,加隔熱層/板。
4.不要使用含阻聚劑的防銹劑/油,一般可用甲苯、二甲苯等。
【四】常見問題以及解決對策
1./p>
2.產品表面不熟(表面不幹)
3.產品硬度不對
4.產品有雜質
5.產品有色斑
6.產品變形或者燒焦
7.產品表面缺料或縮水
此外,固化的 LSR 容易黏在金屬表面上,應用最為普遍的脫模技術包括頂針頂出和空氣推頂。通過以上資訊,可以看到矽膠注塑主要解決的問題在於其混合、計量部分,以及螺杆的密封、模具的設計。
