
作為液晶面板的重要組成部分,偏光膜的發展與LCD相輔相成,國內偏光膜的市場需求巨大。
偏光膜的生產分為TAC表面處理、PVA拉伸、離型膜塗布後貼合三個流程。本文僅針對離型膜塗布貼合用的光學塗布生產設備進行闡述。
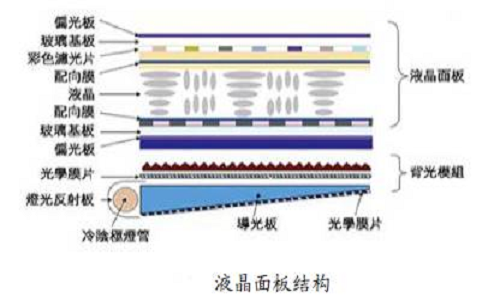
偏光膜的典型結構
不同類型的偏光膜均以其基本結構“原板”為基礎——兩層三醋酸纖維素酯薄膜(TAC)夾一層聚乙烯醇(PVA),業內稱為“原板"。
根據產品的具體要求,通過光學塗布生產設備在原板的一側或兩側分別複合不同功能的光學膜,如反射膜、半透膜、位相差膜等,由此形成不同用途的偏光膜成品。

塗布生產設備組成說明
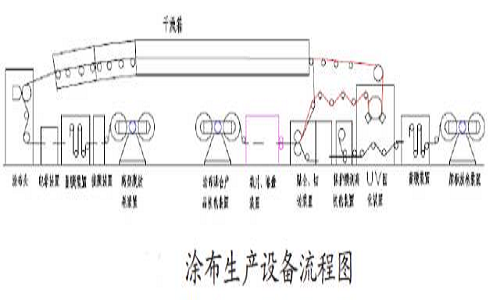
偏光膜塗布生產設備的流程圖如上圖。
與大多數塗布設備類似,主要由基材(如離型膜)放卷裝置、接膜裝置、基材蓄膜裝置、電暈裝置、塗布頭、乾燥箱、UV固化裝置、原板放卷、原板蓄膜裝置、貼合裝置、裁片堆疊裝置、塗布貼合產品收卷裝置等組成。
不同的是,偏光膜塗布生產設備與其他光學膜塗布設備對環境潔淨度要求極高,塗布頭及乾燥箱要求在1000級以上,有的甚至達到100級。
離型膜放卷裝置:放卷裝置為雙工位元,主要考慮到連續生產的需要。當一卷膜接近用完時,需做好與下一卷膜連接的準備。放卷裝置通常配置對邊裝置,以保證膜按規定的路徑運行。
接膜裝置:此裝置在生產速度較高或膜的幅寬較寬時才配置使用。偏光膜塗布的生產速度與普通的如粘膠帶塗布速度動輒上100m/min不同,通常速度在(8~10)m/min,生產速度超過(30~50)/min的很少。因此幅寬1m以下時直接人工接膜即可。
蓄膜裝置:此裝置主要是為換卷接膜時進行膜的儲備,因為接膜的時候接膜處會短暫停止,而生產是連續的,蓄膜就是保證不影響生產的連續性。蓄膜的長度設計需考慮正常的生產速度及接膜所需的時間。太短來不及接膜,太長浪費設備投資與安裝空間。
電暈裝置:電暈裝置的使用是根據需要對塗布的一面進行表面電擊處理,使其具有更高的附著性。其原理是利用高頻率高電壓在被處理的塑膠表面電暈放電,而產生低溫等離子體,使塑膠表面產生游離基反應從而使聚合物發生交聯、表面變粗糙並增加其對極性溶劑的潤濕性和附著能力。
塗布頭:塗布頭是整個塗布生產設備的核心,目前偏光膜塗布主要有COMMA KNIFE(逗號式刮刀)與SLOT DIE(狹縫式模頭擠出塗布)兩種形式。COMMA KNIFE適合的塗布厚度為18~100μm,塗布液粘度較高,其突出的優點是改變塗布寬度比較容易,另供膠系統也相對簡單。但存在塗布液大面積暴露的問題,因此必須保證塗布頭的潔淨度。SLOT DIE塗布是一種預計量的塗布方式,就是說塗布量取決於輸入塗布液量與基材運行速度之比,可預先精確設定。通常都採用高精度無脈衝計量泵來輸送塗布液量。SLOT DIE塗布可分為背輥直接接觸和基材張力控制兩種方式,偏光膜塗布採用背輥直接接觸式為主。這種塗布厚度範圍較寬,約為3~300μm,可滿足不同的使用要求,適合生產速度從低到高均可。其塗布精度受背輥本身的平直度以及軸承的跳動影響,由於塗布間隙很小,對基材厚度變化及表面異物影響非常敏感。生產過程中更換塗布液品種時內部清潔比較困難,需用溶劑反復清洗。兩種塗布頭塗層幹後厚度誤差均可控制在1μm以內。其中SLOT DIE塗布精度更高,造價昂貴,並需配置完善的供膠系統。
乾燥箱:偏光膜塗布設備乾燥箱分為“導輥式”與“導輥加氣懸浮式”兩種,總長度一般在20~30m之間。“導輥加氣懸浮式”通常是前兩節為導輥,其餘為氣懸浮。氣懸浮乾燥過程中,因塗布基材只受到空氣的磨擦力影響、無機械接觸,所以對產品表面無劃傷。且乾燥效率比“導輥式”大幅提高。但要保證膜在乾燥箱內溫度均勻、運轉平穩具有較高的技術難度,因此對風槽、噴嘴的結構設計,對風量與壓差的控制等都有較高要求。對進入乾燥箱的空氣一定要經過HEPA過濾,確保箱內的潔淨度。同時需及時將乾燥箱內產生的有機廢氣及時排出,防止VOCs聚集導致發生危險。偏光膜塗布乾燥箱內溫度不高,通常不超過120℃,但對溫度的控制非常嚴格,通常誤差在±1℃以內。加熱方式有蒸汽盤管直接加熱與外置換熱器熱風迴圈加熱(氣懸浮式必須)。熱源以蒸汽為主,部分使用導熱油。
UV固化裝置:此裝置主要針對UV固化膠水,在偏光膜塗布設備中比較少用,有的並不配置。配置的原因主要是考慮一機多用,除偏光膜塗布外還可進行其他光學膜的塗布,如硬化膜等。需注意的是,COMMA KNIFE塗布頭不適合UV固化膠水的塗布,通常使用Micro Gravure(微凹版輥)塗布工藝。
原板放卷裝置:同離型膜放卷裝置。
原板蓄膜裝置:同蓄膜裝置。
貼合裝置:貼合裝置的重點是貼合輥,貼合輥設計有上下兩輥式或3輥式、水準兩輥式等。兩輥式通常一鋼輥、一膠輥配置。進行貼合時,各膜的平整度與張力控制非常重要,否則會影響貼合產品的平整度。為提高貼合效率,根據實際需要在貼合機上實現多功能複合與保護膜收卷是十分必要的。在偏光膜的塗布過程中,由於膜的層數多,實現這一功能尤為重要。
裁片堆疊裝置:本裝置是偏光膜生產必需設備之一,因為偏光膜產品多為片狀交貨,直接配置在生產線上切片易於實現連續生產。由於偏光膜對切口要求整齊、不能起毛邊,因此對切刀的要求極高。同時,由於偏光膜與位相差膜貼合時有角度的要求,因此切片裝置需具有整體旋轉功能並配置角度顯示。需注意的是,堆疊機的使用受到生產速度的限制,當生產速度超過10m/min時不適宜線上自動切片堆疊,而必須進行離線裁切。
成品收卷裝置:本裝置與裁片堆疊裝置錯開使用。當不需要裁切時,就使用本裝置進行收卷。收卷機視實際需要,選用單工位元收卷或雙工位收卷。
