
壓敏膠的施工工藝
熱熔膠壓敏膠,是壓敏膠的一種,主要由合成橡膠和樹脂及橡膠油等混合加熱成溶熔狀態再塗布於棉紙、布或塑膠薄膜等基材上而製成的一種新型膠粘帶,成本低廉是其最大的優點,缺陷是粘性受溫度影響較明顯。主要用於各類封箱、封盒、紙品包裝、飲料瓶標籤、封口鋁箔、軟包裝及其它包裝用和環保紙棧板等,適應各類材質。
熱熔膠壓敏膠,以熱塑性聚合物為主,加入增粘樹脂、增塑劑、抗氧劑和其它添加劑熔融而製成的粘合劑,兼有熱熔膠和壓敏膠雙重特性,比較容易地被剝離,不污染被粘合表面,
通常熱
熔壓敏膠的配方材料由三大部分組成:
橡膠軟化油,熱塑性彈性體,增粘劑。這三部分都對壓敏膠的性能產生較大的影響,它們都能改變熱熔壓敏膠的軟化點,粘度,初粘性,內聚強度,持粘性,耐低溫性和耐高溫性,具體說來,熱熔壓敏膠是由sbs,sis,增粘樹脂,軟化劑量,防老劑,著色劑組成。
市場上,熔膠機可裝填熱熔壓敏膠的容量從最小的幾十克到上千英磅容積都存在。當熱熔壓敏膠被熔解之後,這些熔膠機可以利用空氣壓力(如保壓機)、螺杆、汽缸或齒輪泵將熔融的熱熔感敏膠送往滾輪機的膠槽、刮塗機的塗頭或噴膠機的噴嘴。下面分別簡單說明熱熔膠較常見的幾種應用方式。
1.網版塗膠
熔融的熱熔壓敏膠被輸送到一個轉動的圓桶內,以刮板將膠從圓桶內壁透過一個鋼網往外刮出預先設計好的圖樣。這種塗膠方式主要用於需要特定圖形的應用場合。如同一般網板印刷的功能。
2.發泡塗膠
在某些特殊應用場合,為了獲得緩衝或減震的功能,同時減少膠的使用量,可以利用一個特殊的可發泡熔膠機先在熔融的熱熔壓敏膠內以機械方式混入氮氣,形成充氣的熱熔壓敏膠。再透過噴嘴將已經機械發泡過的熱熔壓敏膠塗在工件上。發泡塗膠工藝已經被廣泛的用在汽車配件的組合來取代傳統的橡膠墊片。
3.螺旋噴膠
這是一種最常見的噴膠方式。藉由外加的空氣壓力將熱熔壓敏膠從噴嘴內具有微細噴孔的噴片內噴出規則的螺旋狀膠絲。據塗布線上瞭解,以這種方式上膠可以大幅降低單位面積上的用膠量。紙尿褲和衛生巾的結構膠大多數是用螺旋噴膠方式上膠。
4.平面口模刮塗
這是一種較常見的刮塗方式。熔融的熱熔壓敏膠經過加熱的喉管後,被平均分配在口模內的導流道,再從可預先設定膠膜厚度和寬度的口模唇口被擠出。大部分工業用熱熔壓敏膠膠帶和標籤都是使用口模刮塗的工藝塗膠(圖2)。
5.點狀上膠
當兩被貼物只需要部分位置被結合時,點狀上膠是一個相當經濟且快速的簡單工藝。點狀上膠普遍用在折疊紙盒或紙板的結合。
6.條狀上膠
類似於點狀上膠,此工藝可用於兩被貼物只需要以條狀方式結合時。常見的應用有塑膠盒邊緣,如PET窗簾盒、酒瓶盒和化妝品盒的邊緣接合。
7.淋幕式噴膠
當被塗物因為耐熱性不足(如PE膜) 或工件表面不平整,卻需要獲得滿塗的上膠面積時,非接觸式 (懸空) 淋幕式噴膠可以提供一個類似接觸式口模刮塗的效果。

據瞭解,除了以上的七種上膠方式外,還有一種常見的噴膠方式是纖維狀噴膠。
它的噴膠工藝基本上和螺旋噴膠相當類似。只是所噴出來的膠絲形狀並不規則。單位面積所噴出的膠量比螺旋噴膠方式更低。
另外,有許多小型輥塗機和噴膠機也被廣泛用於需要在單片工件上滿塗或局部上膠的應用。
壓敏膠施工過程中的問題及解決方案
1.塗膠量過低

2.膠絲過細

3.噴塗膠性不均勻

4.滴膠或飛絲

5.刮塗不順暢

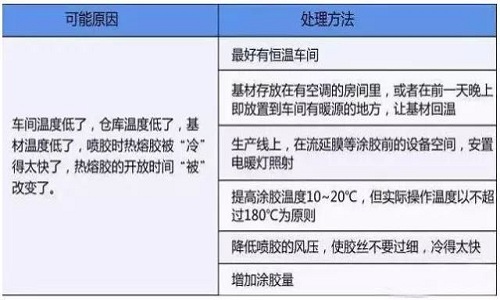
6.車間溫度過低
7.生產工藝或者材料問題

